[vc_row][vc_column][vc_column_text]Background
Inkjet printing is a growing force in the commercial printing world today. Higher quality reproduction, short run flexibility and customization are making inkjet technology attractive to all forms of business, including industrial printing and packaging providers.
With the integration of advanced security features, inkjet has a new market in which to compete – anti-counterfeiting and brand protection. Many industries that employ variable data printing (pharmaceuticals, medical supplies, food, industrial manufacturers, packagers and labeling) are now able to integrate advanced security features into existing processes.
Opportunity
As the market for variable data printing expands, there is an opportunity to gain ‘first mover advantage’ with a unique and robust product authentication solution, by combining the secure covert features of PhotoSecureSmartDye® and DNA Matrix™taggants with variable data printing to produce secure customized codes, serial numbers, barcodes, or integrated graphics.
DNA Technologies provides licenses and taggants tested in inks and in on substrates for the support and integration into a system for product authentication, including 2D Matrix barcode/security mark integration.
Market Facts
Counterfeiting and Brand Identity theft is accelerating with digital copying and printing, and with the outsourced remote manufacturing of highly desirable brand name products. Global products depend on trust and recognition, as the trade name and logo become just as important as the quality of the goods. There are larger incentives to cheat, and easy access to sophisticated technologies is encouraging criminals to produce increasingly successful fakes.
Consider these facts:
- PIRA International estimates that product counterfeiting represents 5 – 8% of world trade
- The World Health Organization estimates that 5 – 7% of the world’s medicines are fake
- Losses to US businesses from the counterfeiting of trademarked consumer products is estimated at $200 billion a year (Dept of Commerce)
Most industries are at risk. The new breed of forgers are attracted by technological advances that make them more difficult to catch than the old. Generally, the counterfeiters have no previous criminal record, and the equipment they use is inexpensive and totally legitimate. HP estimates that they have over 200 million inkjet printers installed worldwide. How do you determine a legitimate print job from a fake with that kind of access to technology?
Think about something as ubiquitous as a barcode label. How difficult is it to reproduce?
The advancement of technology and its use by counterfeiters has allowed better copies to be made of both the actual product and the packaging. Modern computers, scanners and color printers have not only made it easier to mimic packaging and documentation, but have also reduced the skill level required to produce passable copies. Technology has also meant that better copies can be made, that are harder to detect and which are easier to slip into the ordinary trade channels used by legitimate commerce. Sometimes counterfeits are mixed with genuine goods, making it difficult to detect the fakes.
Solving Brand Owners’ Problems
Companies that find themselves competing with counterfeiters suffer a direct loss in sales. Some markets are even dominated by counterfeiters, creating barriers of entry for the producers of the genuine product. Trade names and product quality reputations are damaged. Products are diverted to the wrong market and sold at uncontrolled or sometimes illegal prices.
But there is a growing change in attitude towards supply chain integrity – counterfeiting is no longer an accepted cost of doing business. Companies aren’t out to just limit gray market diversion or counterfeiting, they’re out to recover revenues.
Consumers, who are deceived into believing that they bought a genuine article when it was in fact a fake, blame the manufacturer of the genuine product when it fails, creating a loss of goodwill.
By integrating product authentication features into existing inkjet technology, and developing electronic bar code readers sensitive to forensic covert taggants, we provide your customers with protection against counterfeiting and product diversion – a level of security that will allow Brand Owners to recover revenues and market share, track distribution on an ongoing basis to control product piracy, preserve the integrity of their products in the marketplace and increase consumer confidence in their brands.
Key Features
- High security – extraction and matching of DNA sequence code provides irrefutable proof/ positive identification
- Simple, yet complex product authentication solution – easy to use, but with inherent complexity to prevent duplication
- Wide variety of applications – can be applied to virtually any tangible surface
- Multi level encryption provides moving target for counterfeiters
- Cost-effective solution – low cost per mark, with no major re-tooling or process re-design
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]Want to learn more about barcoding and batch-printing? Let’s start a conversation![/vc_column_text][/vc_column][/vc_row]
 Before printing on any parts there are several factors which are of vital importance: ink mixing, product cleanliness and substrate additives. Regardless of proper ink preparation and chemistry, surface contamination, blooming and mold release agents may all interfere with your ability to achieve satisfactory adhesion.
Before printing on any parts there are several factors which are of vital importance: ink mixing, product cleanliness and substrate additives. Regardless of proper ink preparation and chemistry, surface contamination, blooming and mold release agents may all interfere with your ability to achieve satisfactory adhesion.
The two most important factors that must be addressed when dealing with ink mixing are: How are you mixing the ink? What components are you using? Inks are formulated to be mixed at specific ratios, and any deviation may result in adhesion failure. You must choose the correct ink and mix it to the exact manufacturer specifications. It is a common misconception that adding hardener over manufacturing specifications will allow for better adhesion.
Surface contamination is a huge factor in whether or not the ink will adhere to any given object. The first reason contamination may occur is because people are not handling the object correctly. Oils on the handler’s hands can be transferred onto the objects. Contamination can also occur as a result of secondary processes being performed on the parts. For instance, if you choose to wash the objects with a detergent, this may leave a residue behind on the object and the ink may not adhere properly. Here at EPS we use alcohol. This is a standard solution which readily flashes off and is used to wipe the parts of any dust, oils or any contaminants before printing. With proper handling, cleaning the parts may be unnecessary, but wiping with alcohol does assure that there will be a clean surface to print on.
Blooming is a term used in the plastic industry and it denotes a plasticizer or other additive coming to the surface of a part over time. The difficulty with this contamination is that you can wipe the surface of the part free of contaminates but over time the part will re-bloom and the contaminants will interfere with the bond between the ink and the parts.
Mold release agents (also known as de-molding agent, form oil, parting agent or release) are substances used in molding and casting that aid in the separation of a mold from the material being molded and reduce imperfections in the surface. While these additives make the plastic manufacturing process simpler, they can wreak havoc on attempts to achieve adhesion.
In the end, experience is the best weapon in attaining adhesion. If you have any questions or concerns please contact Technical Service. For more information about Engineered Printing Solutions’ custom solutions, standard pad printers, industrial digital ink jet, consumables and other auxiliary equipment, email sales@epsvt.com or call 1-800-272-7764.
Need more info? Drop us a line!
Have you ever looked on the back of an object and seen the recycle symbol? It tells you what material the object is made of. When it comes to plastics, Polypropylene and Polyethylene are considered the two of the most difficult materials to get ink to adhere to due to their relatively low surface energy. Polypropylene is used to make a wide variety of items and low and high density Polyethylene is commonly used in food packaging. When it comes to these difficult substrates it becomes necessary to pre-treat to affect a change in surface energy to make the surface amenable to bonding with – or cross-linking – with the ink. This causes the substrate surface to become more receptive.
The most commonly used methods of pre-treatment are:
- Plasma and Corona: Electricity applied to the surface.
- Flamer: Liquid propane (LP) or natural gas. With Flamer there may be variation due to cleanliness of the burn and how the flame will pre-treat any given substrate.
- Chemical Pre-Treatment: Usually manually applied with a liquid soaked rag.
Unfortunately on any given substrate you cannot assume that you will affect an equivalent change in the surface energy from one pre-treatment to another. Finding the correct ink pre-treatment may consist of 3 different segments: cleaning, activation and surface bonding.
Plasma surface treatment is a process that raises the surface energy of various materials in order to improve the bonding characteristics when ink is applied. Plasma is used widely in the medical industry. This is because you don’t have the bi-product of the other 2 pre-treatments such as carbon from the flaming process or residual VOC’s left behind from the from the flashing process of a chemical pre-treatment. Corona treatment is commonly used on materials such as polymers, papers, films, glass and metals.
Plasma is a good option for components that require a longer treatment hold. Some of the key advantages include: surface chemistry and 3 dimensional treatments. Corona is another form of plasma that can be used with in-line processes. When working with corona the systems are easy to maintain and user friendly.
Flame pre-treatment can also be integrated into inline processes, and require careful and sometimes precise setup in order to be safe and effective. Proper air to gas ratios, flame intensity and dwell time all play into successful pre-treating. Flame plasma systems combine compressed air and a flammable gas which is combusted to create a flame. One advantage is that the material surface only has to be exposed to the flame for a brief period of time to become polarized through oxidation. One setback is the heat level required for this treatment may cause damage to the parts.
Chemical priming is yet another way to pre-treat difficult to adhere to substrates and is generally considered a last resort due to the generally manual nature of application. Essentially primers are used to chemically modify the surface by removing contaminants, adding reactive sites for bonding and increasing surface energy. One disadvantage is that these primers often contain chlorinated solvents that are considered volatile organic contents.
Many substrates will require pre-treatment to satisfy customer’s individual requirements for print longevity. But with the correct treatment and testing, our technical service technicians will test the inks and provide samples for the individual customer’s review.
For information about Engineered Printing Solutions’ custom solutions, standard pad printers, industrial digital ink jet, consumables and other auxiliary equipment, visit Ink Adhesion Part 3: Ink Mixing, Contamination, Blooming and Mold Release Agents, email sales@epsvt.com or call
1-800-272-7764.
Have you ever looked down at a water bottle and wondered how the logo got there? Personally I know I have. Before the colors and image can get put together on the object the first question that needs to be answered is how to choose the right ink for the job. Simply put, ink adhesion is ink that sticks to any given product to a known specification. One of the most common tasks our Technical Service team are charged with is to “find me an ink that sticks to the surface of my product.” It wouldn’t be realistic if I told you that our Technical Service team has magic powers and can automatically determine the perfect ink for the material being printed on. Even though inks are produced to stick to a particular substrate; the question is which ink is best suited to adhere to your particular substrate based on your requirements?
There are many different substrates and even more sub-sets within each . Not all polypropylene’s (PP), for example, are created equal. An ink that may exhibit flawless adhesion to one PP product may not adhere at all to another. We therefore need to match the ink series with the particular substrate being presented. However if you supply our Technical Service team with the parts you wish to print on, they will be able to begin working their “magic”. They will be able to first make an educated guess as to which ink will meet the customers’ expectations based on experience, then begin testing the inks and provide samples for the individual customer’s review.
For information about Pad Print Machinery of Vermont’s custom solutions, standard pad printers, industrial digital ink jet, consumables and other auxiliary equipment, visit Engineered Printing Solutions, email sales@www.epsvt.com or call 1-800-272-7764.
Whenever you have a technical problem wouldn’t it be nice to virtually relay the issue to the guy on the other end; without having to explain the details? There are so many times when I wish technical service could see what is on my screen rather than having to figure it out on my own. Here at Engineered Printing Solutions, our technical service representatives are able to virtually operate your machine and resolve the problems or issues you may be experiencing. This is all done by having “remote access” to the machine.
Remote access has been extremely successful with our customers. The remote access program is available with our custom machines. With this technology our technical support team can access the clients’ machine through a simple internet browser. This is a major advantage because with a complex custom machine it is challenging to describe what the customer is seeing on the screen. As soon as the customer and our technical staff are connected they are able to speak either by phone or Skype. The operator is able to see exactly what our technical support team is doing on the machine and our tech support staff can see exactly what the operator is doing on the machine. It is not just a matter of being shown how to resolve the problem; technical support can virtually operate the machine to solve the problem. For safety reasons we do want to make sure that someone is physically at the machine to ensure the safety of everyone on the plant floor and to monitor that the machine functions as expected during the operations that are being performed.
For information about Engineered Printing Solutions custom solutions, standard pad printers, industrial digital ink jet, consumables and other auxiliary equipment, visit Ink Adhesion Part 3: Ink Mixing, Contamination, Blooming and Mold Release Agents, email sales@www.epsvt.com or call
1-800-272-7764.
The days of looking up the parameters on a job set up sheet and entering them by hand are no more!
In the world of engineering anything is feasible when you really think about it. Engineered Printing Solutions has taken the standard hand held barcode scanner and integrated it into our machines, creating new generation of custom pad printers.
When the barcode scanner option is installed in the printing system, the risk of improper parameters being loaded when changing from one print job to the next is virtually eliminated. All the operator and setup individual has to do in order to load the correct printing parameters is to plug in the hand held barcode scanner and scan the barcode for the product. The system then automatically loads the print parameters for that product.
While this option has been popular with our customers in the medical industry due to stringent process validation requirements; we feel many other industries would benefit from this feature as it requires much less operator and setup involvement in the configuration of the system for the new print job. There by reducing the time required and virtually eliminating parameter errors, thus reducing misprinted parts. If however the operator chooses to manually enter the code they are still able to hook up a keyboard and enter the program information.
Our engineers at Pad Print Machinery of Vermont can install this option into almost any of our machines that are custom built in our Facility. The bar code scanner option can be configured to be compatible with almost all barcodes. At the moment Pad Print of Machinery is using 1st and 2nd barcodes. But our engineers are able to adhere to whatever barcode needs to be read by the product at hand.
For information about Engineered Printing Solutions custom solutions, standard pad printers, industrial digital ink jet, consumables and other auxiliary equipment, visit Ink Adhesion Part 3: Ink Mixing, Contamination, Blooming and Mold Release Agents, email sales@www.epsvt.com or call 1-800-272-7764.
In the world of Pad Printing there are continual possibilities. However with all of the potential, there happen to be certain particulars that we must learn and develop from. The opening rule of thumb when printing on cylindrical items is: it is best suited for an image that covers only ¼ the circumference of the cylinder. Often times the cylinder is hollow, i.e. water bottles, if these cylinders are collapsible under the pressure of the pad it is possible that internal support, e.g.: pressurizing the cylinder or internal mechanical support, may be necessary to minimize collapsing the cylinder and therefore contributing to distorting the image.
The second rule of thumb is going to be: the bigger the machine the better. The pad needs to be compressed to a point where the outer portions of the image are on the downside of the curve of the cylinder. This, coupled with a pad that has sufficient meat and print area to transfer the image, are more suited to a machine capable of higher compression force.
Beware of Distortion.
- The image, when transferred, will tend to stretch as you compress the pad to reach the outer portions. This is to say, you can have a 5.25″ image etched in the plate but you will end up with a 6″ image when measured on the circumference of the cylinder.
- Images tend to either smile or frown. This is more evident when there is “straight” copy at the top or bottom of an image being transferred.
Now when printing on cylindrical items there is a myth that a flatter pad will provide an easier vehicle, due to decreased need for compression, to transfer an image. However a flatter pad, as with most pad printing applications, will nearly always introduce other issues, i.e.: pin holing, to the process and cause distortion. If the image is screened, you are going to find decreased opacity of the image at the outer portions due to stretching. This stretching caused the screen pattern to be more apparent and opens up the “holes” in the screen… decreasing opacity.
For information about Engineered Printing Solutions custom solutions, standard pad printers, industrial digital ink jet, consumables and other auxiliary equipment, visit Ink Adhesion Part 3: Ink Mixing, Contamination, Blooming and Mold Release Agents, email sales@www.epsvt.com or call 1-800-272-7764
For the past three years Engineered Printing Solutions has been utilizing robotics to increase production, lower operator costs and improve the overall decorating process of various parts. The use of robotics has evolved from (a) pick and place systems to (b) SCARA robots loading tooling to (c) 6 axis robots with vision orienting and loading tooling. SCARA robots were then utilized as the actual printing arm with the capability of changing pad styles during the print process. A robot being used as a printing arm has been proven to be the most effective way to print on various three dimensional products that require multiple prints in different locations. In prior designs an elaborate fixture would be designed to rotate the part to different print positions so the 4 axis SCARA robot could print down on the specific location. The development of the smaller 6 axis articulating robots with increased power has led to advancement in our current robotic pad printer designs replacing the SCARA robot with a 6 axis Robot. The part fixture now remains stationary because the 6 axis robot allows you to print at any angle. This eliminates the need for an elaborate multi axis servo driven fixture. The pad printing cycle is also shortened because the robot is no longer waiting for part rotations.
Features of the six axis robot printer:
- End of arm tool to hold print pad
- Automatic tape cleaner
- 2 sets of independent clichés to allow set up of next part to run without stopping the current print process
- Clichés can hold multiple artworks
- Touch screen HMI controller display on strong arm
- Camera vision system to detect orientation of part
- Up to six color printing
- Automatic pad changer with use of up to six different pads
- In feed & out feed conveyers
Currently the Engineered Printing Solutions team includes many highly motivated individuals with full engineering, software development and tech support. Our #1 goal is Customer Satisfaction. Our company is constantly pushing the envelope, discovering more and more ways to seamlessly incorporate pad and ink jet printing into customers’ manufacturing environments.
For information about Engineered Printing Solutions custom solutions, standard pad printers, industrial digital ink jet, consumables and other auxiliary equipment, visit Ink Adhesion Part 3: Ink Mixing, Contamination, Blooming and Mold Release Agents, e-mail sales@www.epsvt.com or call 1-800-272-7764
Compared to the world of manual pad printing, the world of automation is virtually unlimited, within reason. Here at Engineered Printing Solutions we have taken a standard KP05 bench mounted printer and stripped it of the software and hardware. We then completely customized it to be able to produce 8,000 pieces per hour, all the while requiring minimal operator involvement. How do you decide if automation is right for you? Well you need to ask yourself 3 questions: How many pieces per hour do you need to print? How many colors on the image? Finally what is the size of the image? With this machine, it all starts with the Bowl Feeder which aligns the parts all the same direction and feeds them down a track to the printer, printing the parts and finishing with the items going out under an infrared heater, ensuring that the images are dry enough to continue down the production line to other operations or to packaging. However with every innovation there are obstacles which we must work through.
Some of the technical problems that can arise are:
- Being able to efficiently feed the parts to keep up with the printer.
- Printing multiple images in one pad stroke can create some undesirable results. This may require custom pads.
- Being able to efficiently process parts through the system without damaging even the most delicate part.
- Ensuring that the printed image is dry enough to withstand downstream operations as soon as it leaves the system.
In this case we are printing 8 pieces at a time so our engineers need to make sure that the images are being placed correctly on each of the 8 parts every time.
For information about Engineered Printing Solutions custom solutions, standard pad printers, industrial digital ink jet, consumables and other auxiliary equipment, visit Ink Adhesion Part 3: Ink Mixing, Contamination, Blooming and Mold Release Agents, email sales@www.epsvt.com or call 1-800-272-7764
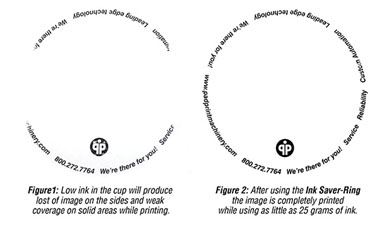 Figure 1 shows what normally happens to a printed image when the ink does not disperse evenly and tends to leave the sides unprinted. Solid areas can also be affected with weak print opacity.
Figure 1 shows what normally happens to a printed image when the ink does not disperse evenly and tends to leave the sides unprinted. Solid areas can also be affected with weak print opacity.
