Q: So Josh, how long have you worked for Engineered Printing Solutions?
JV: I just celebrated my six year anniversary on the 21st of March this year.
Q: That’s a long time. What do you what do you like best about working for EPS?
JV: I like the people I work with for starters. They’re all good people. I learn a tremendous amount from those people and they’re always willing to give me a hand when I ask, no matter what they’re doing. And that’s absolutely true. I like the fact that I have a pretty wide range of responsibilities that I can do and do successfully. And so it’s not the same thing every single day. There are a lot of different tasks that I get to do and, and apply myself to. So that’s pretty great.
Q: Well, that leads to my next question. And it may be hard to answer in light of your answer just now, but tell me about an average day. What do you typically do?
JV: So a typical day recently is that we we got a big order for these FJet24 machines. I work between two different departments—pad printing, which is a more analog version of printing—and then I also worked with the digital team, which I was hired onto and which I spend the bulk of my time currently. So I was probably four years with the digital team. And then we got a huge order in for these FJets. So I was taken from pad printing, sort of moved over. And this machine that that we’re speaking in front of, this is the sixth machine that I’ve built and vetted for a thirteen-machine order. And they’re all going to different parts of the country. So I’ve been working hard and trying to get these machines set up, vetted, and then broken down so that they can ship out to the customers.
Q: And you also do machine installs, right?
JV: Yes, I also do installations. A typical day for me lately has been to check some emails to get a list of priorities. If I have any from the pad print team, I try to help them. If they need my help, I check the service calls, see if there’s anything I can respond to, but I’ve sort of had my nose to the grindstone on these machines. And I just did in, in an effort to try to get these machines all out and built vetted did two six-day weeks. So I’m, so hopeful that this coming weekend will be a full weekend!
Q: I hope so too, for your sake! So what is it about direct-to-object product decoration that you find most interesting?
JV: The, the answer to that lies in the installation of the equipment. I think what’s interesting is these little companies that are sprinkled around the country. I mean, printing to a mouse pad or printing to a cell phone cover, that’s all cool. It’s, it’s great. Cause you can customize it. You can do whatever you want and, you know, put your Aunt Linda’s face on it if you want, or happy anniversary, or whatever. But the coolest part is when you build one of these machines and you go to someplace in Arkansas, that’s doing something that you had no idea even existed. And they’re using this machine to print on some tiny thing that is a component that goes into a larger product or supports a larger industry.
And those kind of things are really cool because I’ve been to some really interesting parts of the country, and met a lot of really interesting people. And so that part of it is really cool meeting the people that run these machines and the industries that they support and seeing these companies that make their living off these really small printed parts, and we supply the printer to do that. So that’s very cool. It’s a very cool thing.
Q: One last question. Tell me a little bit about your background. What do you enjoy doing in your spare time?
JV: Well, as you know I play guitar and I play drums. I mountain bike, I road bike. I run. I like to camp and hike. I do a lot of yoga. I read quite a bit. I have two daughters and a wife and a whole batch of animals. But my background is with Federal Express. I came to this place actually as a FedEx delivery driver! I walked in the back door to deliver something and got a look around and I said, “Hey, this place is pretty cool.” Prior to that, I did do something similar to this, in that I traveled around and did installations, but it was software-based.
Q: Josh, thank you very much.
 EPS: I’m talking today with Richard Tafoya, who is a pad print assembler here at Engineered Printing Solutions, and he is our spotlight employee of the day. Richard tell me, how long have you worked for EPS?
EPS: I’m talking today with Richard Tafoya, who is a pad print assembler here at Engineered Printing Solutions, and he is our spotlight employee of the day. Richard tell me, how long have you worked for EPS?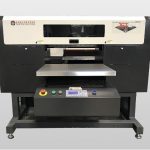




 Their robot, Freya, the Freight Frenzy Robot, is ready to go.
Their robot, Freya, the Freight Frenzy Robot, is ready to go.
 In today’s Employee Spotlight, we visit with Ray Johnson, our pad room specialist. Ray designs and pours all of our custom pads for our customers.
In today’s Employee Spotlight, we visit with Ray Johnson, our pad room specialist. Ray designs and pours all of our custom pads for our customers. Q: What is your turnaround time for orders?
Q: What is your turnaround time for orders?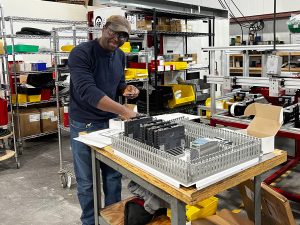 Engineered Printing Solutions welcomes its newest hire, Blessing Ejeriefe, as a Machine Assembly Specialist. Originally from Lagos, Nigeria, Blessing emigrated to the US fifteen years ago after his employer in Lagos sent him to New York City for training, and he hasn’t looked back since. His wife had ties to the Burlington area, which brought him to Vermont. The couple now lives in Arlington. Welcome, Blessing! Please let us know where we can find jollof rice in southern Vermont.
Engineered Printing Solutions welcomes its newest hire, Blessing Ejeriefe, as a Machine Assembly Specialist. Originally from Lagos, Nigeria, Blessing emigrated to the US fifteen years ago after his employer in Lagos sent him to New York City for training, and he hasn’t looked back since. His wife had ties to the Burlington area, which brought him to Vermont. The couple now lives in Arlington. Welcome, Blessing! Please let us know where we can find jollof rice in southern Vermont.








